
Tristan Cadden, Ales Trtnik & Tapio Väisänen
Incremental forming types
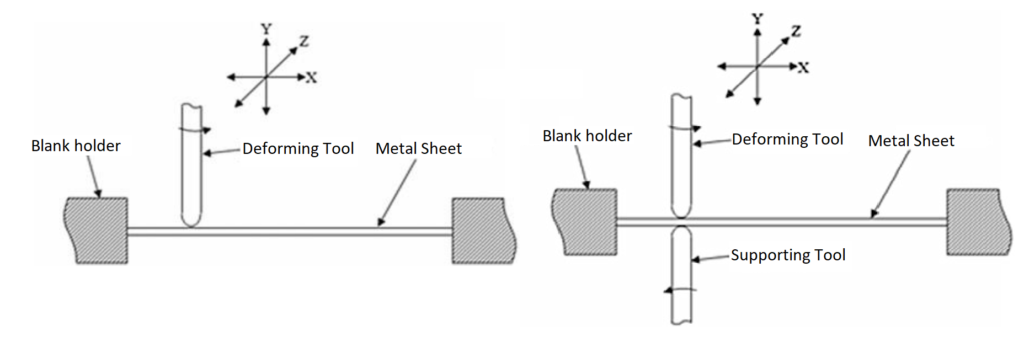
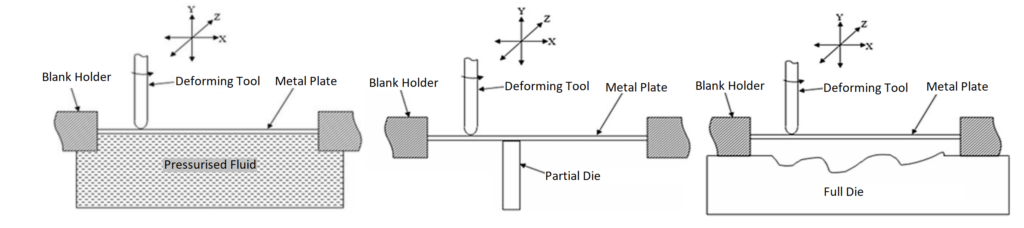
The basic type of incremental forming is single point incremental forming (SPIF). Here only one tool but no die are used. In two-point incremental forming (TPIF), a counter tool is used, as well. For more precise results a forming die can be introduced. This increases both the complexity and the price of the process. A more universal support for the workpiece can be provided by pressured fluid below it. However, adding fluid introduces other complications, because the cavity underneath the workpiece must be leak-proof. Different types of incremental forming are presented in figures 2 and 3 below.
Forming process
The process of incremental forming is generally implemented by clamping sheet material into a fixture from the edges, leaving the centre free. Also a backing plate can be used. Backing plate supports the workpiece on areas that are not intended to be deformed. It prevents the sheet from bending on its sides.
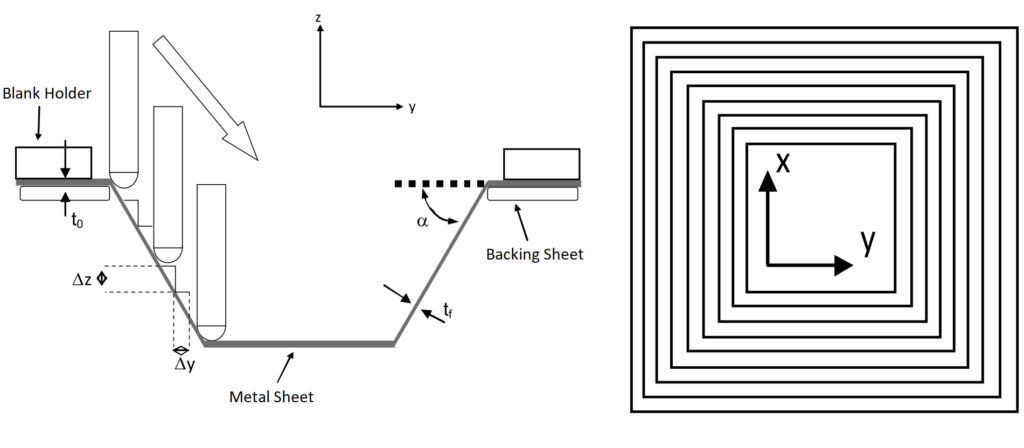
The tool usually moves in XY plane with the Z axis linked into the movements. However, this can be changed depending on the machine being used. The tool used is normally rounded but flat bottomed and parabolic tool profiles can also be used depending on the required surface finish and forming limits. The size of the tool also needs to be considered. A large tool is stiffer, but it limits the achievable shapes and increases the forming force. Examples of possible tool shapes are presented in figure 5.
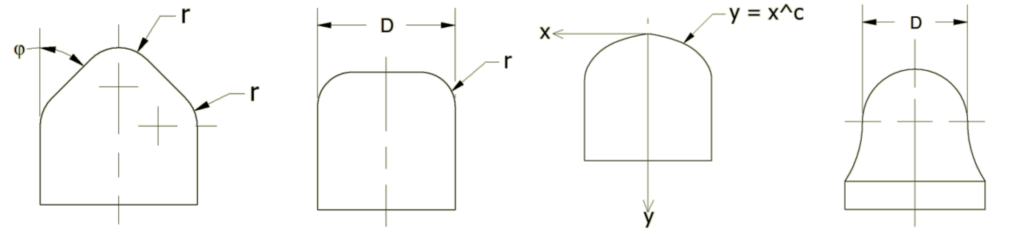
The forming force should be minimised. In addition to the tool size, the forming force can be reduced by using lubrication, adjusting the step-down and by raising the work temperature. The temperature can be raised by using a spinning, instead of free spindle and by applying heat to the forming point with a laser.
Advantages and limitations
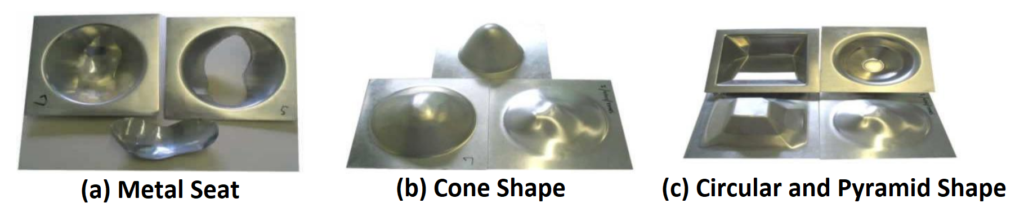
The main advantage of incremental forming is that it is well suited for low cost prototyping or small batches of manufactured products. It can be used to create complex shapes with very simple tools. Because it is done with CAD/CAM the tool path can be created quickly and the changes are easy to apply. It can be done on any CNC milling machine or industrial robot, which also contributes to its cost-effectiveness.
The main limitation is that the forming is relatively slow when compared to other processes. This is why it cannot be used for large production batches. The accuracy of the products is quite poor, especially when a die or backing plate is not used. Because thinning occurs, there is also a limitation in achievable shapes, since the angle of the form is limited. That can be improved by doing the forming in multiple stages and directions, with which a wall angle of approximately 80° can be achieved.
Incremental sheet forming at HAMK
In spring 2018, Mechanical Engineering and Production Technology students had a study module called workshop automation, where the main project work concerned incremental forming. Students first became familiar with the process and then designed the needed fixture and tools for both CNC-milling machine and robot forming process. After the devices had been manufactured, the next phase was to make CNC and robot programs, and finally, form some test parts. The fixture and one of the parts made are shown in figure 6. The project work was successful, pointing out that anyone who has a CNC-milling machine or a robot in use is able to adopt this technique easily.

Conclusion
A lot of research has already been done about incremental forming, but there still is a lot of progress to be done. It is a very promising technology for certain types of applications and easily adoptable. In addition to the benefits for the industry, it is also a good study topic in educational environment, because it requires the students to learn about material properties, tribology and programming.
Authors
Tristan Cadden and Ales Trtnik are students in Mechanical Engineering and Production Technology degree programme.
Tapio Väisänen is Principal lecturer in Mechanical Engineering and Production Technology degree programme.
References
Arshad, S. (2012). Single Point Incremental Forming. Master’s thesis. Degree Programme in Industrial Engineering and Production. KTH Royal Institute of technology, Stockholm, Sweden. Retrieved 13 April 2018 from http://www.diva-portal.org/smash/get/diva2:557935/fulltext01
Bagudancha, I., Centenob, G., Vallellanob, C. & Garcia-Romeua, M.L. (2013). Forming Force in Single Point Incremental Forming Under Different Bending Conditions. Procedia Engineering 63, 354–360. Elsevier. Retrieved 12 April 2018 from https://www.sciencedirect.com/science/article/pii/S1877705813014203
Cawley B., Adams D. & Jeswiet J. (2013). Examining Tool Shapes in Single Point Incremental Forming. Proceedings of NAMRI/SME, 41. Retrieved 10 April 2018 from
https://www.researchgate.net/publication/283014953_Examining_tool_shapes_in_single_point_incremental_forming
Katajarinne, T. (2014). On the Behaviour of the Process and Material in Incremental Sheet Forming. Dissertation. Aalto University publication series Doctoral Dissertations 83/2014. Helsinki: Unigrafia. Retrieved 12 April 2018 from https://aaltodoc.aalto.fi/bitstream/handle/123456789/13356/isbn9789526057194.pdf
Kuitert, R. (2016). Feasibility Study on Single Point Incremental Forming. Master’s thesis. Degree Programme in Aerospace Structures and Materials. Delft University of Technology, Delft, The Netherlands. Retrieved 12 April 2018 from https://repository.tudelft.nl/islandora/object/uuid%3Aea8c5ea7-d7ad-471f-a300-69e3dc5fa6d3
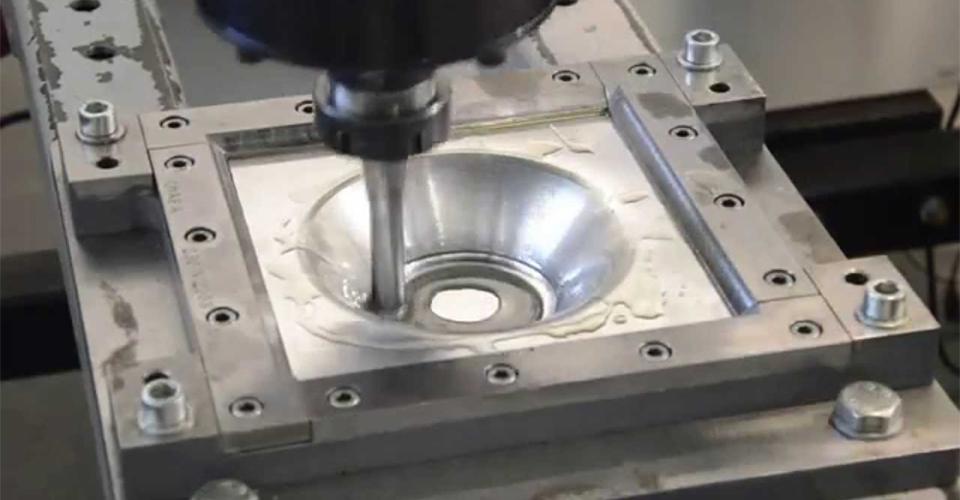
University of Aveiro (2015). Single Point Incremental Forming at University of Aveiro. Retrieved 10 April 2018 from https://www.youtube.com/watch?v=N2Ntxb98-Ak



