

Teppo Syrjäaho
Levyarkista tai -kelasta leikattujen levyaihioiden kylmämuovaus on yksi tavanomaisimmista valmistusmenetelmistä konepajateollisuudessa. Teräsohutlevystä särmäyspuristimella vapaataivutetut osat ovat hyvin tyypillisiä erilaisissa teräsrakenteissa ja tavanomaisessa koneenrakennuksessa. Muovaamalla valmistetun levyosan toiminnallisuuden ja asennettavuuden kannalta lopullisen tuotteen mittojen ja geometrian oikeellisuus on ratkaisevaa, mutta valmistuksen näkökulmasta kappaleen mittojen tulee olla tunnetut myös ennen taivutusta. Kappaleesta tulee siis selvittää myös oikaistu pituus.
SFS 5998: Valssatun teräsohutlevyn kylmätaivutus
Oikaistun pituuden määrittäminen on perinteisesti tehty aiheeseen kokemuksen avulla syntyneiden nyrkkisääntöjen avulla tai laskemalla standardin DIN 6935 (Cold Bending of Flat Rolled Steel Products) sisältämien laskentakaavojen mukaisesti (DIN 6935/1975). DIN 6935 -standardi on ollut saatavilla englannin- ja saksankielisinä versioina. Nykyisin aiheeseen löytyy myös suomenkielinen kansallinen standardi SFS 5998 (Valssatun teräsohutlevyn kylmätaivutus), joka on vahvistettu syyskuussa 2015 ja ollut saatavilla siitä lähtien. Standardi perustuu pitkälti DIN 6935 -standardiin lisäosineen. SFS 5998 sisältää laskentakaavat oikaistun pituuden määrittämiseen sekä laskentaesimerkkejä kaavojen soveltamisesta (SFS 5998/2015). Näiden lisäksi standardissa on esitetty DIN 250:n mukaiset suositellut taivutuksen sisäsäteet (DIN 250/2002), määritetty pienimpiä sallittuja taivutussäteitä eri teräslaaduille, ohjeistettu arvio pienimmälle sallitulle laipan pituudelle koneellisessa taivutuksessa jne., eli standardi on kokonaisuudessaan hyödyllistä luettavaa ohutlevyjen suunnittelun tai valmistuksen parissa työskenteleville henkilöille.
Ohutlevyvalmistuksessa on suotavaa varmistaa oikaistu pituus ennen sarjatuotantoa taivutuskokein, mutta kyseinen toiminto ei usein ole suunnittelijan tehtävissä tuotekehitysvaiheessa. Tällöin standardin mukaan määritetty oikaistu pituus on paras valistunut arvio, jonka kappaleen oikaistusta pituudesta voi tehdä. Taivutuksen sisäsäteeksi tulisi suunnitteluvaiheessa valita arvo, joka löytyy tuotteen valmistavan tahon särmäyspuristimen ylätyökaluvalikoimasta. Nykyisessä globaalissa suunnittelu- ja tuotantoympäristössä tuotteen valmistaja ja heidän särmäystyökalunsa eivät usein ole suunnittelijan tiedossa, jolloin standardin mukainen taivutuksen sisäsäde on oikeaoppisin valinta, jonka suunnittelija voi tehdä.
Oikaistun pituuden laskentaparametrit kuntoon
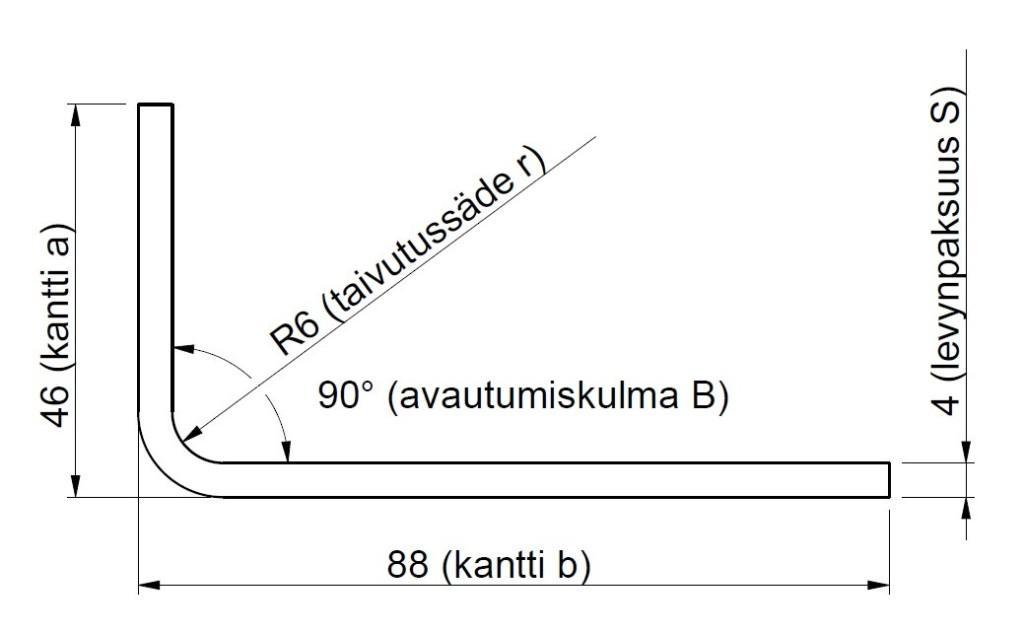
SFS 5998:n mukainen oikaistun pituuden laskenta perustuu taivutuksen neutraaliakselin paikan määritykseen. Taivutuksessa levyn sisäpuoli tyssääntyy ja ulkoreuna venyy. Neutraaliakseli sijaitsee veto- ja puristusjännityksen muutoskohtaan jäävällä jännityksettömällä alueella. Standardista SFS 5998 löytyy laskentakaava sekä laskentaa hieman epätarkempi graafinen esitys, joiden avulla neutraaliakselin sijaintia ilmaisevan k-kertoimen arvo voidaan määrittää, kun levyn paksuus ja sisätaivutussäde ovat tiedossa. K-kertoimen, taivutussäteen, levynpaksuuden ja taivutuskulman avulla voidaan taasen laskea korjaava tekijä v. Oikaistu pituus muodostuu taivutettavien laippojen pituuksien sekä korjaavan tekijän v:n summasta. Yksityiskohtaiset kaavat laskentaan löytyvät edellä mainitusta standardista. Oikaistun pituuden määrittämiseen tarvittavat parametrit näkyvät kuvassa 1.
Tietokoneavusteisten suunnitteluohjelmien avulla saadaan useimmiten tehtyä muovatusta kappaleesta myös auki levitetty versio. Levityskuvan mittojen yhdenmukaistamiseksi standardin SFS 5998 mukaiseksi tulee ohjelmistoissa taivutukseen liittyvien parametrien arvo korjata oikeaksi. Asiaa monimutkaistaa hieman se, että DIN- ja ANSI-standardit määrittävät k-kertoimen arvon eri tavalla. Tästä syystä esimerkiksi Hämeen ammattikorkeakoulussa ohutlevysuunnittelun opetuksessa käytettävässä Creo-ohjelmistossa oikaistu pituus ei tule standardin mukaiseksi k-kerrointa muuttamalla, vaan tähän läheisesti liittyvän Y-kertoimen arvoa muokkaamalla. Ohutlevystandardit eivät sisällä tietoja Y-kertoimen laskemisesta, mutta Y-kertoimen arvo voidaan määrittää SFS 5998 mukaan määritetystä k-kertoimesta seuraavan kaavan mukaan:
Mobiilisovellus oikaistun pituuden määritykseen
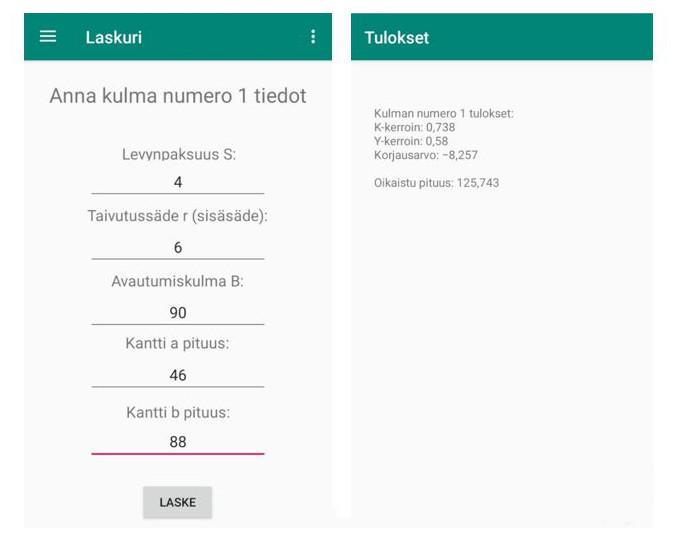
Oikaistun pituuden laskennan helpottamiseksi on opiskelija Joni Taneli Ranne osana Hämeen ammattikorkeakoulun tieto- ja viestintätekniikan opintoja koodannut mobiilisovelluksen, jonka avulla saadaan määritettyä taivutetun ohutlevyosan oikaistu pituus SFS 5998:n mukaisesti sekä k- ja Y-kertoimet esimerkiksi CAD-ohjelmistoon syötettäväksi. Sovelluksesta löytyy myös DIN 250 -standardin mukaiset suositellut taivutussäteet taulukoituna, jolloin ne ovat helposti esimerkiksi suunnittelijan löydettävissä. Sovellus on erittäin helppokäyttöinen työkalu, jota voidaan hyödyntää tuotetta valmistettaessa oikaistun pituuden määrittämiseksi taivutettavan aihion leikkausvaiheessa tai tuotetta suunniteltaessa CAD-parametrejä määriteltäessä. Kuvassa 2 näkyvät mobiilisovelluksen käyttöliittymä laskennan lähtötietoja syötettäessä sekä sovelluksen laskemat tulokset.
Sovellus on vapaasti ladattavissa ja asennettavissa Android-käyttöjärjestelmän omaaviin mobiililaitteisiin osoitteesta http://staff.hamk.fi/~tsyrjaaho/ tai oheisen QR-koodin avulla.
DI Teppo Syrjäaho työskentelee HAMKissa konetekniikan lehtorina.
Lähteet:
DIN 250 (2002). Radii. Deutsches Institut für Normung e.V.
DIN 6935 (1975). Cold Bending of Flat Rolled Steel Products. Deutsches Institut für Normung e.V.
SFS 5998 (2015). Valssatun teräsohutlevyn kylmätaivutus. SFS Online.
LISÄÄ AIHEEN YMPÄRILTÄ / RELATED POSTS
 Nuoren elämäntilanteen hahmottaminen 3X10D-mittarilla
Nuoren elämäntilanteen hahmottaminen 3X10D-mittarilla
 Ammatillisten oppilaitosten tasa-arvo- ja yhdenvertaisuussuunnitelmien toteutuminen käytännössä
Ammatillisten oppilaitosten tasa-arvo- ja yhdenvertaisuussuunnitelmien toteutuminen käytännössä
 Käsitykset uraohjauksesta vaihtelevat – mikä merkitys työntekijän taustalla on monialaisessa palvelussa?
Käsitykset uraohjauksesta vaihtelevat – mikä merkitys työntekijän taustalla on monialaisessa palvelussa?
 Materiaalien ulkotestaus Brasiliassa ja Suomessa
Materiaalien ulkotestaus Brasiliassa ja Suomessa